
Fabcom Project Description
Factory supply for recycling of lead acid batteries with cap. 80 Tons / day, the supply includes the following services, everything is managed by HMI on desk PC in control room.
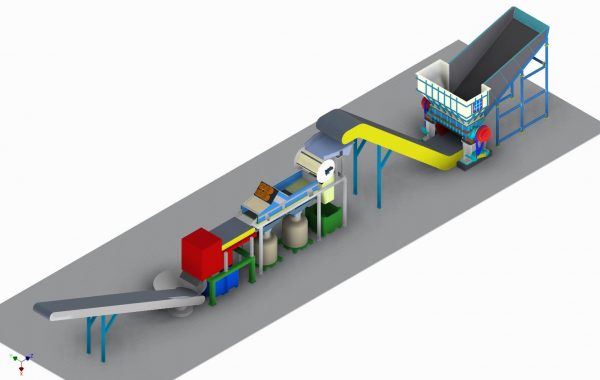
5 tons/hour battery breaker with:
automatic battery charging
battery crushing with hammer mill
lead paste separation on vibrating screen
paste de-watering by pair of automatic filter press
washing the crushed material
separation of light plastics in a water tank
separation of the heavy plastics from the grids and poles by water-flow hydrodynamic separato
collection and filtration of the electrolyte drained in the battery storage
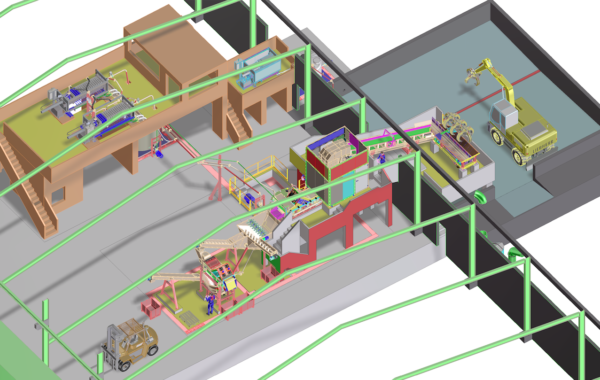
4 m3 rotary furnace (max load 15 ton) with:
Heat power by oxy-NG (Natural Gas) burner, specific consumption 30 Nm3 of NG per lead bullion produced,
Rotation by couple of electric gear box with variable speed (Inverter)
Refractory bricks in magnesite chrome
Couple of trolley pulled by winches supporting special cast iron alloy crucibles for lead and slag casting direct from rotary furnace.
Rotary furnace shell under suction house collecting the dirty gas during loading, melting and casting phases.
Double casting hole in the center of the shell.
Projects specs
Sector: batteries recycling plant (full factory)
Commissioned: FABCOM SARL
Country: ALGERIA
Performed activities: Engineering, procurement, realization and installation supervision
Material: stainless steel AISI 304/316
Capacity of the plant: 80 Tons/day of exhausted batteries













Automatic loading of the above furnace including to fillup the furnace in max 15 min.
Lateral hopper same capacity of the furnace, with inclined metallic conveyor
Vibrating feeder with extension in high temperature resistance stainless steel
Main frame on motorized wheel on rail moving loader from front furnace to sides
N. 1 25 kg ingots casting belt, production capacity 12 tons/hour, with water cooling tower and with manual stacking by with monorail hoist and gripper.
N. 2 chain skimmers for dross removing
N. 2 stirrers for kettle bath stirring
N. 5 kettles capacity 40 and 25 tons for lead bullion refining to produce hard different alloy, soft alloy purity 99,985% and special alloy like calcium alloy.
N. 2 molten lead pumps for transferring between kettles
N.1 de-dusting system of the exhaust gas from rotary furnace and from kettles, composed by:
Refractory primary chamber receiving the exhaust gas from rotary furnace where the pressure and the temperature are monitored
Automatic staninless steel damper
Refractory anti-spark and mixing chamber
Couple of bag filters pulse-jet type, insulated, working at high temperature with low filtration speed and with dust discharging into bins by screw conveyor and rotovalve.
Lime dosing system into ducts before bag filters to pre-coat the bags
Main fan at variable speed
Steel stack according customer requirement.


Discover our related recycling plants







Comments are closed.